français
français English
English español
español


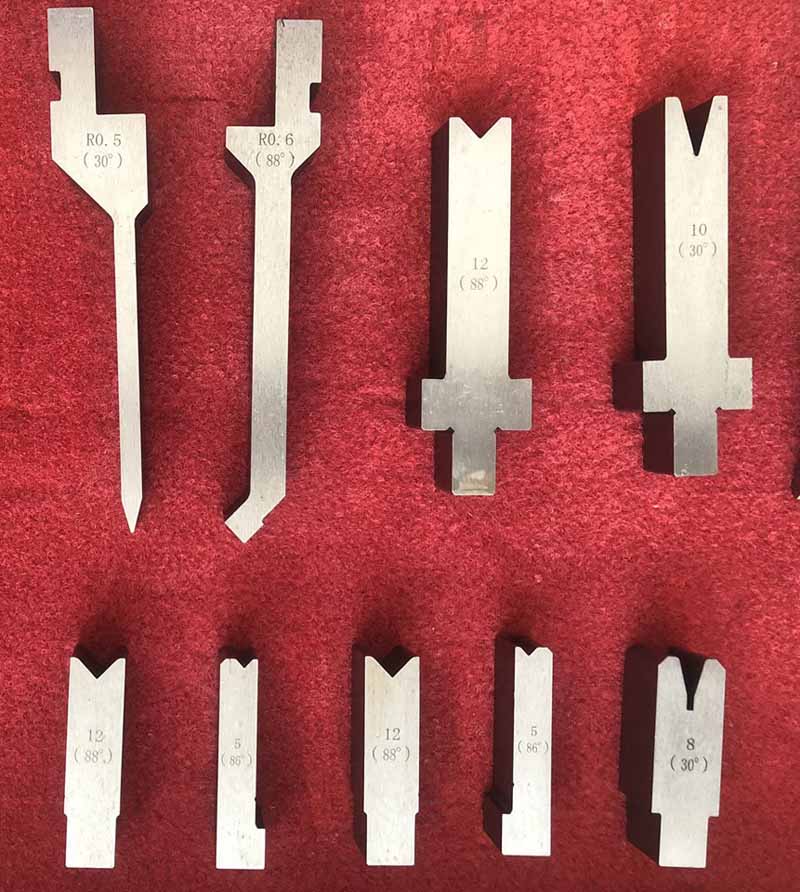
partie supérieure du moule: épée droite, machette à épée droite (grande, petite), machette à col de cygne (grande, moyenne, petite), couteau tranchant à 30 degrés, couteau aplatissant, moule simple, moule spécial, coupe-arc, etc.
partie inférieure du moule: double fente en v v4-v7 v5-v9 v6-v10 v7-v11 v8-v12 v15-v18 et ainsi de suite.
emplacement v unique v4 v5 v6 v7 v8 v10 v12 et ainsi de suite.
partie de base de moule: base de moule à simple rainure et base de moule à double rainure. il existe trois types de fentes doubles: station basse (55 cm), station intermédiaire (75 cm) et station haute (135 cm).
deuxièmement, différents matériaux en raison de leurs structures différentes, les outils utilisés ne sont pas les mêmes, la résistance aux acides et aux alcalins, la résistance à la traction, la dureté du matériau, le coefficient de traction, la plasticité, etc. qui en résultent sont tous différents. lors de la sélection d'un moule, vous pouvez faire un choix raisonnable en fonction de la pression, de la structure, du matériau, de la taille dépliée de la pièce, des exigences du processus et du traitement de surface. en général, la largeur de la fente de la matrice inférieure pour la plaque de fer peut être de 5 à 6 fois l'épaisseur du matériau, pas moins de 4 fois et pas plus de 8 fois. l'encoche de la matrice inférieure de sélection en acier inoxydable est de 6 à 8 fois l'épaisseur du matériau et pas moins de 5 fois. l'encoche de la matrice pour l'aluminium et le cuivre peut être de 8 à 10 fois l'épaisseur du matériau (la fissure de surface doit être évitée lors du pliage).
troisièmement, le choix du moule supérieur en fonction de l'évitement de la pièce, du clou, de l'écrou et d'autres structures pour faire un choix raisonnable, lorsque la pièce doit être évitée à gauche et à droite peut choisir la machette ou le couteau d'oreille gauche et droit, vous pouvez également utiliser un spécial moules.
la matrice inférieure est installée en fonction de la forme de la pièce et la matrice inférieure est principalement installée ou inversée. il est principalement utilisé pour éviter la position et le clou. lorsque la taille de la pièce est inférieure à la taille normale et que la taille déroulée est trop petite, la méthode d'excentricité du moule inférieure peut être utilisée pour terminer la production de sécurité. l'excentricité raisonnable est de 1/4 de la largeur de la rainure en V.
lorsque le rapport de la rainure en V à l'épaisseur du matériau est 6 fois, la taille agrandie de la pièce doit être augmentée ou diminuée de 0,10 mm pour chaque augmentation ou diminution d'une unité (1 mm). quand il atteint la limite, il n'y a pas de changement évident.
la sélection du moule spécial est basée sur la forme, les performances, la taille, l'apparence, la hauteur de sécurité de la machine et la pression de la structure. l'ajustement du moule différentiel à segments consiste à ajuster la taille de la pièce au milieu du moule en fonction de l'exigence de taille de la pièce pour contrôler la taille de la pièce.